奥氏体不锈钢热处理
1
奥氏体不锈钢热处理目的
奥氏体不锈钢基体组织为奥氏体,在加热和冷却过程中不发生马氏体相变,没有淬硬性。
奥氏体热处理的目的是提高耐蚀性,消除第二相带来的不利影响,消除应力,或使已经加工硬化的材料得到软化。
2
基础理论
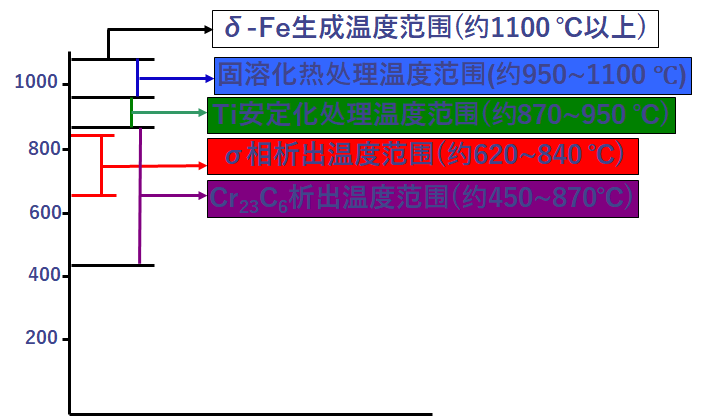
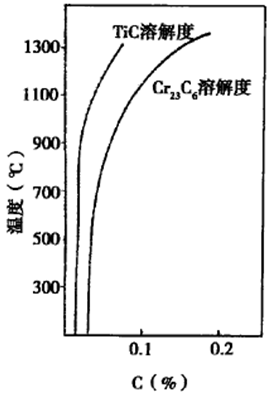
(1)析出物生成温度
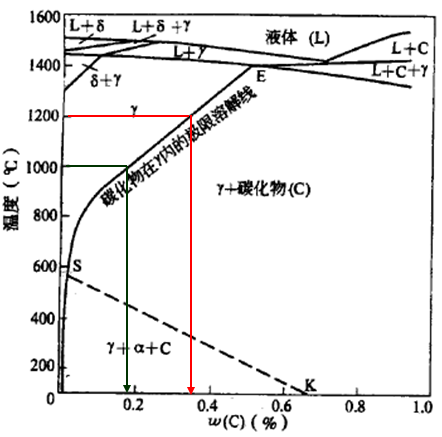
(2)合金碳化物的析出与溶解
1) 碳溶解度
304(18Cr-8Ni),1200℃碳的溶解度0.34%,1000℃碳的溶解度0.18%,600℃碳的溶解度0.03% 。
304碳含量不大于0.08%,1000℃以上碳固溶于奥氏体中,由于碳原子半径小,所以温度降低时碳原子沿着晶界析出。
18Cr-8Ni
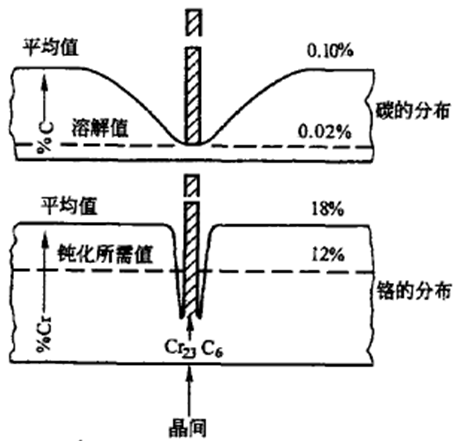
2)晶间贫铬
· 碳溶解度:温度降低,溶解度降低。
· 碳原子半径:原子半径小,溶解度降低,沿晶界析出。
· 稳定性:析出碳原子不稳定,与Cr、Fe产生稳定的Cr23C6或(FeCr)23C6 。
· 原子扩散速率 :碳原子半径小,扩散速率较大。铬原子半径大,扩散速率较小。
(3)σ相
1)产生条件
· 620~840℃温区,长时间加热。
· 加入铁素体形成元素,如Ti、Nd等。
· 采用形成铁素体形成元素高的焊条焊缝中。
· 以Mn、N代Ni的奥氏体中。
2)不利影响
· 降低塑性,特别是冲击韧性。
· σ相是富金属间化合物,形成时易导致晶间腐蚀,Cl-介质中点蚀。
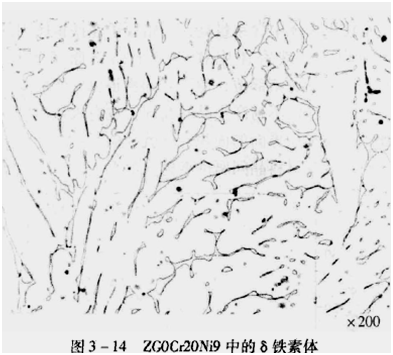
(4)δ-铁素体
1)产生条件
· 铸造的铬-镍奥氏体不锈钢,铸态化学成分不均匀,铁素体形成元素偏聚区。
· 一些奥氏体不锈钢的焊缝组织中。
2)有利影响
· 含5-20%δ-铁素体,减少晶间腐蚀。
· 提高屈服强度。
· 在低应力条件下可降低应力腐蚀的敏感性。
· 焊接时,减少焊接热裂纹形成的可能性。
3)不利影响
压力加工时易形成裂纹(两种组织变形能力不同)。
3
热处理工艺
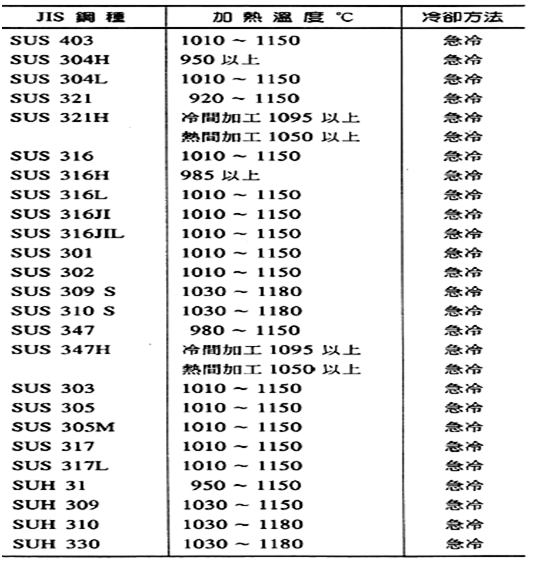
(1) 固溶化处理
1) 固溶化处理温度:950-1150℃
2) 保温时间:比一般合金钢长20-30%。
3) 冷却:碳化物形成温度区间(450-850℃)需快冷。
冷却方式有以下原则:
· 铬含量大于22%,且镍含量较高;
· 碳含量大于0.08%;
· 碳含量不大于0.08%但有效尺寸大于3mm的不锈钢,选用水冷;
· 碳含量不大于0.08%,有效尺寸小于3mm的不锈钢,选用风冷;
· 有效尺寸小于0.5mm的薄件可空冷。
(2) 安定化处理
安定化处理是含Nd或Ti的奥氏体不锈钢采用的热处理方法。
1)安定化处理温度:高于铬的碳化物溶解温度(450-870℃)低于或略高于TiC和NbC的溶解温度(750-1120 ℃)。一般推荐为870-950 ℃。
2) 保温时间:2-4小时(依工件形状,合金元素等)。厚度或直径为25mm的保温时间2小时,超过的加计1小时。
3) 冷却:较小的冷却速度,如空冷或炉冷。
(3) 去应力退火
1)奥氏体不锈钢的去应力退火工艺,应根据奥氏体不锈钢的材质、使用环境、消除应力的目的及工件形状尺寸等情况选择。
2)去应力退火的目的:
· 去除残余应力,降低应力腐蚀破裂;
· 保证工件最终尺寸的稳定性。
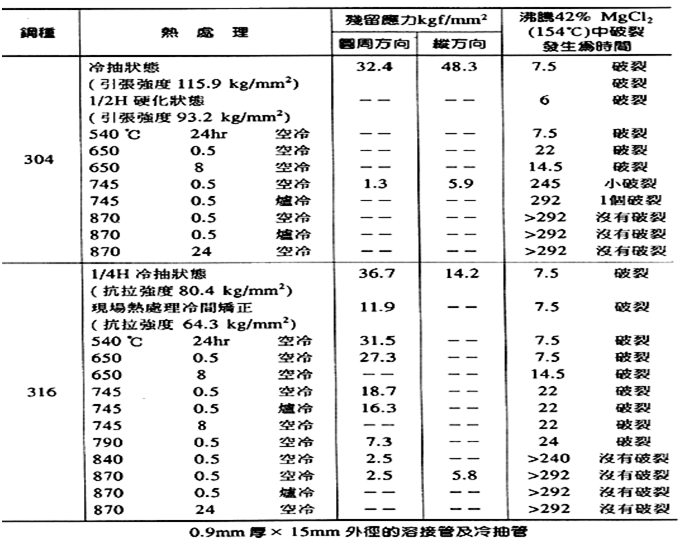
3) 应力腐蚀破坏
4) 去应力退火方法
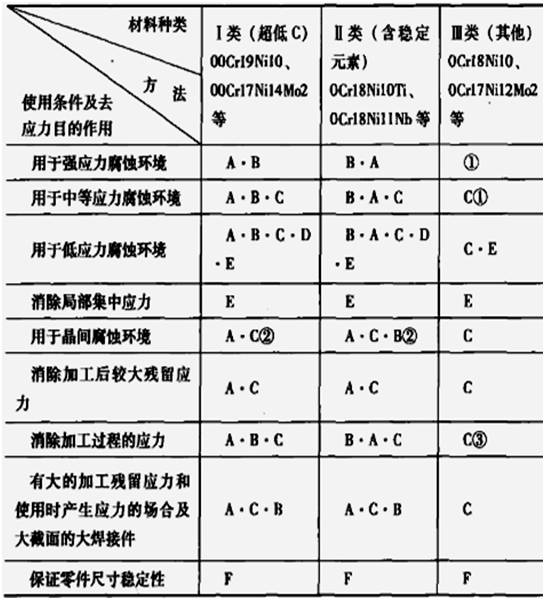
说明:表中方法顺序为优先选择顺序
A:1010-1120℃加热保温后缓慢冷却。
B:850-900℃加热保温后缓慢冷却。
C:1010-1120℃加热保温后快速冷却。
D:480-650 ℃加热保温后缓慢冷却。
E:430-480 ℃加热保温后缓慢冷却。
F:200-480 ℃加热保温后缓慢冷却
保温时间:按每25mm,保温1-4h,较低温度时采用较长保温时间。
注:
•在较强应力腐蚀环境工作,最好选用Ⅰ类钢A处理,或Ⅱ类钢B处理。
•工件在制作过程中,产生敏化情况下应用。
•如果工件在最终加工后进行C处理时,此时可采用A或B处理。
专注:纯镍201,哈氏合金C276,C22,C2000,B2,B3镍基合金625,600,825,800H,20合金,蒙乃尔400;
超级奥氏体不锈钢904L,1.4529,6XN,254SMO,253MA,双相钢2507,2205.以上材料整板及板棒切割销售业务
材料主要来自:德国VDM,法国阿赛洛,奥托昆普Outokumpu,美国哈氏Haynes,美国超合金SMC,美国冶联ATI,日本冶金,宝武特钢,山西太钢。